Производственный контроль скважины
Когда слышишь производственный контроль скважины, многие представляют себе гору отчетов и формальных проверок. Но на деле — это постоянный процесс принятия решений, часто в условиях неполных данных. Ошибкой будет сводить его только к соблюдению регламентов. По сути, это нервная система добывающего объекта, где каждая аномалия в данных — потенциальная проблема или, наоборот, возможность оптимизации.
Суть контроля: данные против интуиции
Основная задача — не фиксация, а интерпретация. Вот стоит скважина, дает стабильные 50 кубов. Все графики ровные. Можно просто отправлять отчеты. Но если копнуть глубже — буквально — начинаются вопросы. Почему динамика пластового давления хоть и в норме, но меняется чуть быстрее, чем по модели? Это естественная неравномерность или признак начинающегося прорыва воды? Тут и начинается настоящий производственный контроль скважины.
Раньше сильно полагались на опыт бригадиров, их ?чутье?. Сейчас без объективных данных — никуда. Но и данные бывают обманчивы. Помню случай на одном месторождении в ХМАО: датчики показывали стабильный рост газового фактора. Все били тревогу, готовились к глушению. Оказалось, неисправен был один газоанализатор из партии, который давал систематическую погрешность. Замена оборудования — и картина нормальная. Дорогой урок, который научил всегда перепроверять канал измерения от сенсора до системы SCADA.
Именно поэтому мы в своей работе всегда уделяем особое внимание надежности измерительного оборудования. Качественные датчики давления, расходомеры, пробоотборники — это основа для любого анализа. На российский рынок, к примеру, поставляет подобное оборудование компания ООО Хайнань Хайвэй Международная Торговля (сайт: https://www.hi-we.ru). Они как раз фокусируются на предоставлении технических решений для нефтегазовой отрасли, и это важно — иметь надежного поставщика, который понимает специфику наших условий, от морозов до сложных геолого-технических условий.
Оборудование и ?узкие места? в процессе
Контроль — это цепочка. Начинается с устья, с отборов проб, замеров дебита. Тут часто кроется первая ошибка — нерепрезентативность пробы. Отобрал не по схеме, не учел режим работы скважины перед отбором — и все, дальнейший анализ в лаборатории теряет смысл. Мы перешли на автоматические пробоотборники, которые срабатывают по заданной программе. Снизило человеческий фактор.
Дальше — контроль за работой ШГН или ЭЦН. Мониторинг токовой нагрузки, вибрации. Здесь история больше инженерная. Бывало, по графикам нагрузки видели едва уловимые рывки. Сначала списывали на сетевые помехи. Потом, разобрав установку, находили начинающуюся поломку в муфте. Это и есть превентивный производственный контроль скважины — поймать проблему до остановки.
Особняком стоит контроль за химическими методами воздействия. После обработки ингибитором коррозии или солеотложениями нужен не просто отчет о закачке. Нужно отслеживать, как меняется состав продукции, как падает содержание железа или стабилизируется минерализация. Иногда эффект запаздывает на недели. И если ждать быстрого результата, можно сделать ошибочный вывод о неэффективности реагента и провести повторную, ненужную и дорогую обработку.
Интеграция данных и человеческий фактор
Сегодня данные стекаются в единый центр. Но система — мертва без грамотного инженера. Видел, как молодые специалисты слепо доверяют цветным графикам на экране. Система выдает ?предупреждение? — они сразу готовят предписание на остановку. А нужно сначала задать вопросы: какие именно параметры вышли за рамки? Насколько? Связано ли это с плановой сменой режима? Часто ?авария? оказывается просто несвоевременным вводом данных о переключении задвижки.
С другой стороны, бывает и излишняя самоуверенность. ?Я эту скважину двадцать лет знаю, она так работает? — и игнорируется медленный, но неуклонный рост давления в затрубном пространстве. Пока не приводит к фонтану. Поэтому лучшая практика — это когда опыт оператора сочетается с холодным анализом объективных данных систем телеметрии. Как раз комплексные решения для сбора и анализа таких данных предлагают некоторые поставщики, включая упомянутую компанию ООО Хайнань Хайвэй Международная Торговля. Их подход к техническим решениям как к системе, а не как к набору разрозненных приборов, близок к правильному пониманию контроля.
Порой самые ценные ?данные? не цифровые. Звук работы штанговой насосной установки, цвет выносимого песка, запах попутного газа — опытный оператор заметит то, что датчик не фиксирует. Важно эти наблюдения не терять, а как-то формализовывать и вносить в общую картину. У нас в бригаде был блокнот с подобными пометками — бесценная вещь.
Случай из практики: когда контроль предотвратил осложнение
Хочу привести конкретный пример. Скважина после ГРП. Первые дни — все в норме, дебит радует. Но в рамках производственного контроля скважины мы не ограничивались стандартным набором замеров. Лаборанты по своей инициативе стали делать более частый отбор проб на солесодержание. И через неделю заметили тенденцию — медленный, но рост.
Это был тревожный звонок. Мог быть признаком того, что в стволе начинает скапливаться нестабильная пластовая вода, которая в перспективе могла дать выпадение солей и убить результат гидроразрыва. Не дожидаясь ухудшения, провели превентивную обработку ингибитором солеотложений. Дебит не упал, рост минерализации остановился. Если бы работали строго по регламенту и брали пробы раз в месяц, к тому времени уже пришлось бы бороться с последствиями, а не с причиной.
Этот случай показывает, что контроль должен быть гибким и адаптивным. Послеоперационный период, смена реагентов, изменение обводненности — все это требует особого, усиленного внимания. Шаблон здесь не работает.
Вместо заключения: контроль как философия работы
Так что, возвращаясь к началу. Производственный контроль скважины — это не отдел и не пакет документов. Это образ мышления. Постоянный вопрос ?почему?? к каждому изменению параметра. Готовность копаться в мелочах, которые кажутся незначительными. И понимание, что надежная техническая база — будь то точные манометры, калиброванные расходомеры или системы мониторинга — это не статья расходов, а страховка от многомиллионных потерь.
На рынке есть игроки, которые это понимают и предлагают не просто железо, а именно решения под конкретные задачи контроля. Те же, кто рассматривает оборудование как товар с ценником, часто упускают суть. Ведь в нашем деле результат контроля — это не отчет для Ростехнадзора, а бесперебойная и, что важно, экономичная добыча следующей тонны нефти или кубометра газа. Все остальное — инструменты для достижения этой цели.
Работа продолжается. Появляются новые технологии, новые датчики, системы с элементами ИИ для прогнозирования. Но основа остается: внимательность, скептицизм к данным и глубинное понимание физики процессов в стволе и пласте. Без этого любая автоматизация — просто очень дорогая игрушка.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Инструмент с постоянным крутящим моментом
Инструмент с постоянным крутящим моментом -
 Магнитный уловитель
Магнитный уловитель -
 Гидравлический извлекаемый пакер HR
Гидравлический извлекаемый пакер HR -
 Ультратонкий и высокопрочный фильтр UTS
Ультратонкий и высокопрочный фильтр UTS -
 Гидравлический извлекаемый пакер HP
Гидравлический извлекаемый пакер HP -
 Система автономных фильтров в открытом стволе
Система автономных фильтров в открытом стволе -
 Гидравлический двухколонный эксплуатационный пакер HD
Гидравлический двухколонный эксплуатационный пакер HD -
 Шар и седло шара
Шар и седло шара -
 Предохранители с кабельным извлечением Клапан с заслонкой WFCX
Предохранители с кабельным извлечением Клапан с заслонкой WFCX -
 Система однопроходного выхода из обсадной колонны
Система однопроходного выхода из обсадной колонны -
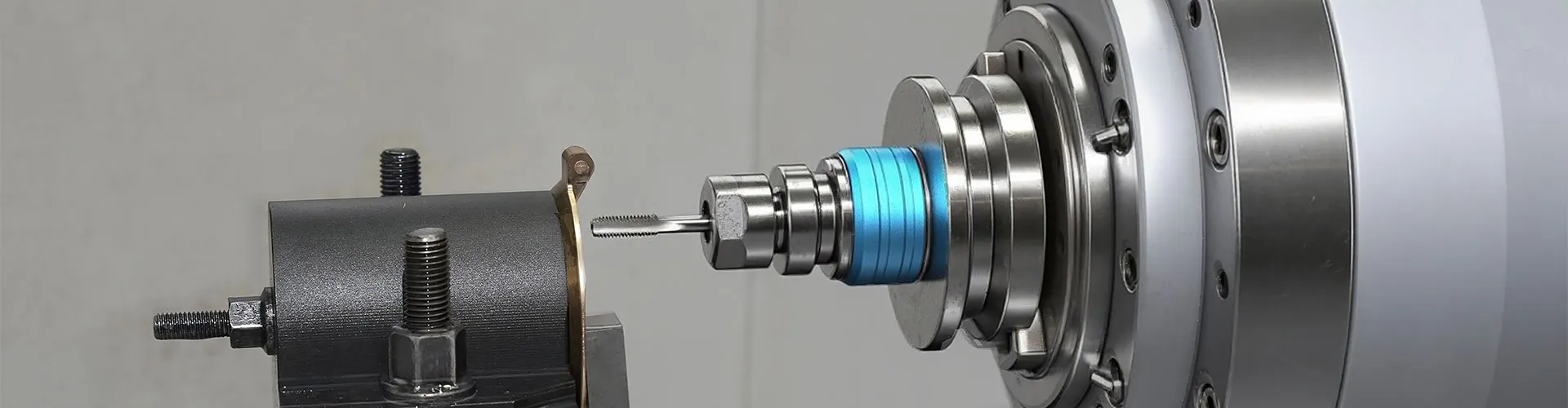
 Многозонная система гравийной набивки для открытого горизонтального ствола со спуском за несколько СПО
Многозонная система гравийной набивки для открытого горизонтального ствола со спуском за несколько СПО -
 Постоянный пакер c уплотнительной воронкой WA
Постоянный пакер c уплотнительной воронкой WA



